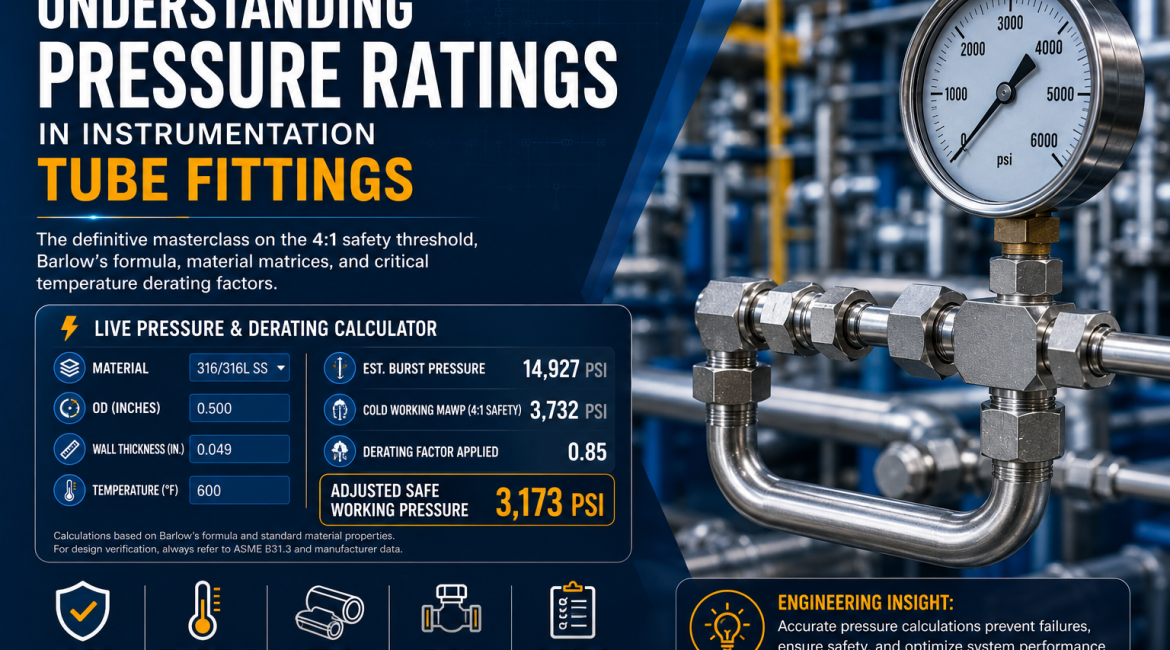
Understanding Pressure Ratings in Instrumentation Tube Fittings
The definitive masterclass on the 4:1 safety threshold, Barlow’s formula, material matrices, and critical temperature derating factors.
The “Zero-Fail” Concept: In industrial fluid pathways, pressure ratings are not static suggestions—they are mathematically precise boundaries dictated by chemical limits, alloy wall thicknesses, and thermodynamic curves. A fitting rated for 6,000 PSI at ambient room temperature can quickly become a dynamic structural hazard if subjected to process heat without applying proper derating coefficients. Understanding these parameters keeps your plants leak-free, legally compliant, and operationally sound.
⚡ Live Pressure & Derating Calculator
Estimate nominal burst pressure, Cold Working Pressure (CWP), and thermal-adjusted MAWP instantly based on your target specifications.
Disclaimer: This calculator is based on Barlow’s formula and standard material minimum tensile strengths. It is intended for basic engineering design estimations and does not substitute manufacturer catalog data or field-specific engineering testing requirements.
1. The 4:1 Safety Factor: Burst vs. Working Pressure
A common engineering mistake is treating the ultimate physical limit (Burst Pressure) as the day-to-day limit. High-precision industrial designs require a structural safety buffer to absorb dynamic surges, vibration, and thermal pulses.
⚠️ THE FAILURE OF UNDER-DESIGN
Designing systems near the tensile yield strength of the tubing. Dynamic hydraulic shock (water hammer) or transient pulses can instantly exceed material yield points, causing tube blowout.
🛡️ THE 4:1 ASME COMPLIANT STANDARD
The Safety Factor Mandate: Under ASME B31.3 (Process Piping) and ASME B31.1 (Power Piping), instrumentation systems must utilize a 4:1 ratio of ultimate burst pressure to design working pressure.
The Mathematical Foundation: Barlow’s Formula
To establish the absolute internal hydrostatic burst pressure of thin-walled and thick-walled process tubing before fitting assembly, engineers use Barlow’s Formula:
Where:
P = Ultimate Hydrostatic Burst Pressure (PSI)
S = Material Minimum Tensile Strength (PSI)
t = Nominal Tube Wall Thickness (inches)
D = Tube Outside Diameter (inches)
2. Thermal Stress and Temperature Derating Factors
As metals heat up, their molecular structures relax, causing a direct reduction in tensile strength. When operating at high temperatures, the cold-working pressure (CWP) rating must be adjusted using a material-specific derating multiplier.
⚠️ THE TEMPERATURE BLINDSPOT
Assuming a 316/316L Stainless Steel fitting rated for 6,000 PSI retains its full catalog rating when running superheated process fluids at $800^\circ\text{F}$ ($426^\circ\text{C}$).
🛡️ DERATING FACTOR MULTIPLICATION
The Derating Strategy: Applying thermodynamic correction multipliers. At $800^\circ\text{F}$, 316 Stainless Steel must be derated to **80% (0.80 multiplier)** of its ambient CWP rating to avoid mechanical collapse.
Step-by-Step Walkthrough: Calculating De-rated Pressure
Here is how a field engineer calculates the true safe working pressure of an instrumentation line running at elevated temperatures:
- Identify Base CWP: A 1/2″ OD x 0.049″ wall thickness 316 SS tube has an ambient CWP rating of 3,750 PSI at $70^\circ\text{F}$.
- Identify Operating Temperature: The system runs superheated process steam at $600^\circ\text{F}$ ($315^\circ\text{C}$).
- Look Up the Derating Factor: Referencing standard ASME matrices, the derating multiplier for 316 SS at $600^\circ\text{F}$ is 0.85.
- Calculate Adjusted MAWP:
3,750 PSI x 0.85 = 3,187.5 PSI.
3. Gas vs. Liquid Service Sealing Dynamics
The state of the process media significantly changes the installation tolerances of instrumentation tube fittings. Because gas molecules are dramatically smaller than liquid molecules, gas systems pose severe potential leak paths through microscopic surface scratches on the tubing.
⚠️ THE GAS LEAK RISK
Using thin-walled tubing for high-pressure gas service. The ferrule cannot apply enough contact force to burnish out the tubing’s outer diameter draw marks, creating microscopic escape pathways for gas molecules.
🛡️ WALL THICKNESS COUPLING RULES
Use Thicker Walls for Gas: Gas applications require a minimum ratio of wall thickness to outside diameter. For example, a 1/2″ OD tube in gas service should utilize a wall thickness of at least 0.049″ to guarantee a robust mechanical bite.
4. Hardness Differential: Tubing vs. Fitting
A dual-ferrule compression fitting relies on physical deformation to bite into the tubing wall and hold back high pressures. If the hardness of the components is incorrect, the sealing mechanism fails entirely.
⚠️ THE SWAGE FAILURE
Using metal tubing that is harder than the fitting ferrules. When the nut is tightened, the hard tube resists deformation, resulting in insufficient mechanical bite and eventual blowouts.
🛡️ METALLURGICAL COMPATIBILITY
Managing Hardness: Ensure the tubing is always softer than the fitting ferrules. Standard annealed 316 SS tubing should have a maximum hardness of 80 HRB (Rockwell B), while the ferrules are manufactured with higher hardness to grip successfully.
5. Vibrational Fatigue & ASTM F1387 Testing Standards
In highly active industrial plants, machinery-induced vibration can lead to localized stress concentration at the fitting grip. Standard compression fittings fail under fatigue if they do not incorporate vibration dampening features.
Before standardizing on an instrumentation fitting, ensure it is tested and certified to ASTM F1387 standards. This rigorous specification requires performance testing under flexure, impulse, tensile pull-out, and thermal cycling parameters.
Comprehensive Material Derating Matrix
Multiply these scaling coefficients directly by your cold-working pressure (CWP) ratings as operating temperatures change:
| MATERIAL TYPE | 70°F (21°C) | 400°F (204°C) | 600°F (315°C) | 800°F (427°C) | 1000°F (538°C) |
|---|---|---|---|---|---|
| 316/316L Stainless Steel | 1.00 | 0.96 | 0.85 | 0.80 | 0.76 (Extreme Limit) |
| Brass | 1.00 | 0.50 | Not Recommended | Not Recommended | Not Recommended |
| Alloy 400 (Monel) | 1.00 | 0.87 | 0.82 | 0.79 | Do Not Use |
| Hastelloy C-276 | 1.00 | 0.96 | 0.92 | 0.88 | 0.84 |
| Duplex 2205 | 1.00 | 0.90 | 0.85 (Max Limit) | Do Not Use | Do Not Use |
Pressure & Tolerances Deep-Dive (FAQ)
What is “Cold Working Pressure” (CWP)?
CWP is the maximum allowable design pressure rating of a component when operating at standard ambient room temperatures (typically measured from -20°F to 100°F / -29°C to 38°C).
How does wall thickness affect pressure capacity?
Thicker tube walls hold higher internal pressures. When selecting a fitting, ensure the maximum working pressure of the *tubing* does not exceed the maximum pressure rating of the *fitting*.
Why is brass restricted at high temperatures?
Copper-based alloys like brass suffer massive mechanical strength loss above 400°F (204°C). Their internal structure degrades quickly, making them unsafe for thermal processes.
How are ratings affected by mixed materials?
If you connect a stainless steel fitting to copper tubing, your maximum allowable system pressure is governed entirely by the *lowest-rated* component (in this case, the copper tubing).
Can I intermix ferrules from different manufacturers?
No. There are no industry-wide standards for internal fitting tolerances. Mixing ferrules from brand A with bodies from brand B alters the sealing dimensions, which can cause catastrophic failures under pressure.
Eliminate Pressure Rating Guesswork
Don’t let incorrect calculations compromise your plant’s safety parameters. Connect with RajGranth’s engineering team today to review your system pressure maps and procure premium, certified instrumentation components.
Get an Engineering Consultation